 Suomi
Suomi English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba














Tänään keskustelemme paksuuden valitsemisesta ja aukkojen suunnittelusta SMT-stensiilejä käytettäessä.
SMT-stensiilin paksuus ja aukkomuotoilu
Juotospastan määrän hallinta SMT-tulostusprosessin aikana on yksi SMT-prosessin laadunvalvonnan tärkeimmistä tekijöistä. Juotospastan määrä on suoraan verrannollinen stensiilimallin paksuuteen ja aukkojen muotoon ja kokoon (myös vetolastan nopeudella ja käytetyllä paineella on tietty vaikutus); mallin paksuus määrittää juotospastakuvion paksuuden (jotka ovat olennaisesti samat). Siksi mallin paksuuden valinnan jälkeen voit kompensoida eri komponenttien erilaisia juotospastavaatimuksia muuttamalla aukon kokoa asianmukaisesti.
Mallin paksuuden valinta tulee määrittää piirilevyn kokoonpanotiheyden, komponenttien koon ja tappien (tai juotospallojen) välisen etäisyyden perusteella. Yleisesti ottaen komponentit, joissa on suuremmat tyynyt ja välit, vaativat enemmän juotospastaa ja siten paksumman mallin; päinvastoin komponentit, joissa on pienemmät tyynyt ja kapeammat välit (kuten kapeaväliset QFP:t ja CSP:t), vaativat vähemmän juotospastaa ja siten ohuempaa mallia.
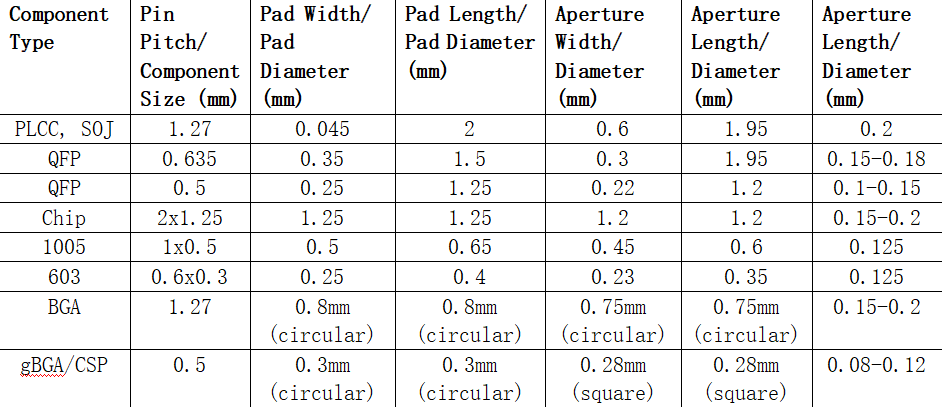
Kokemus on osoittanut, että juotospastan määrä yleisten SMT-komponenttien tyynyissä on varmistettava, että se on noin 0,8 mg/mm ² {4} 9408 noin 0,5 mg/mm ² kapeajakoisille komponenteille. Liiallinen määrä voi helposti johtaa ongelmiin, kuten liialliseen juotteen kulutukseen ja juotteen silloittumiseen, kun taas liian vähän voi johtaa riittämättömään juotteen kulutukseen ja riittämättömään hitsauslujuuteen. Kannessa näkyvä taulukko tarjoaa eri komponenteille vastaavat aukko- ja stensiilimallipohjaiset suunnitteluratkaisut, joita voidaan käyttää suunnittelun referenssinä.
Opimme muuta tietoa PCB SMT-stensiilistä seuraavassa uudessa.
